
CHINASHOP首期研修营归来-深度揭秘日本生鲜供应链
上世纪60年代日本各大超市的生鲜产品都是在门店后场进行加工,这点与中国大多数超市是相似的。自70年代开始,随着物业成本、劳动力成本的不断提升,日本零售企业开始致力于生鲜商品标准化的完善,逐步从卖场后场加工转型成为工厂化加工的供应链模式。以“大荣超市”为代表的各类卖场,开始招募大学生走进门店,配合着不断完善的生鲜产业生产制作标准化,零售企业与上游单位以及日本农业协同组合联合会等组织的不断努力,日本的全包装生鲜商品的零售发展模式逐渐走在了世界前列,远超中国甚至部分欧美国家。
2019年3月7-13日, CHINASHOP研修营的第一期来到了日本,聚焦日本生鲜业,参与成员先后参观了KASUMI超市、yokoo集团加工工厂、Yamato物流中心等代表企业,从日本超市前后场、生鲜加工中心、物流配送中心等多个视角,对日本零售生鲜供应链进行了考察与学习。
yokoo集团生鲜加工工厂
日本生鲜加工分几步?
yokoo集团负责供应伊藤洋华堂等多家日本连锁超市生鲜商品。位于神奈川县的yokoo厚木生鲜工厂,该工厂负责伊藤洋华堂下380家超市的生鲜加工及配送。CHINASHOP有幸获得了拍摄许可,下文将用图片简述日本生鲜加工中心的作业流程。
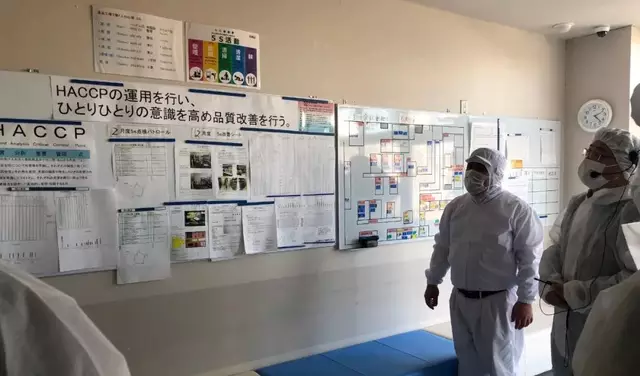
进入加工中心内部有着严格的卫生要求,所有成员都需穿戴整齐全套的卫生服并进行风淋。

工厂共有2层,根据功能不同分成了不同车间,工人们在自己的岗位上有序的进行生产,根据yokoo公司提供的资料,整个生鲜加工大多分为5步。
第一步,对原料进行整形。从下方照片可以看出,食品加工中心接收到的原料基本是已经成型的标准状态了,工人只需要进行简单修型,便于之后的机器作业。

第二步,用机器对人工处理过的鲜肉进行二次整形加工。

第三步,根据商品的烹饪目的,对肉类进行切片处理。以牛肉为例,会根据顾客购买后的烹饪方式(烧烤、涮锅、和式、生食刺身等)进行不同的切片作业。切好的肉片会进行称重和摆盘作业。切好的肉片,如果需要腌制或者炸制还会进行深度加工。


第四步,包装产品及贴标签。加工中心基本替代了超市门店后场加工的环节,工厂生产出的商品直接是最终的超市上架的陈列形态了,门店店员接货后便可以直接上架陈列商品。

第五步,出货。值得一提的是,由于配送时间有可能在卖场营业时间外,为了保证商品到达门店后最终上架时的品质。大部分日本加工中心都是用常温卡车进行配送,而商品则放置在含有蓄冷板的保温笼车(如下图)内,以门店为单位进行分拣。保温笼车能够维持5小时的商品温度,保证了商品在运输及到达门店等待上架过程中的品质。

△KASUMI生鲜加工中心里含有蓄冷板的保温笼车
另一点值得注意的是,整个生产车间常年保持在低温环境,此次参观的两家工厂内都看到了特别的冷风机风阻装置。在出风口加装该装置,冷风不再直吹工作人员,而是通过自然的对流来冷却车间,有效保证操作工人的体感温度不会过低,也能够减缓生鲜商品表面的干燥速度。


KASUMI超市前店后场&加工中心
株式会社KASUMI是日本超大型流通企业永旺集团的核心企业,创建于1961年,2018财年销售额为2,692亿日元(折合人民币165亿元)。KASUMI超市业务主要集中在关东地区,截止至2019年2月,KASUMI旗下的中大型超市总计188家,主要销售生鲜食品、家庭用品、服饰类等快消品。此次,CHINASHOP参观考察了KASUMI超市位于茨城县的门店与生鲜加工中心,该门店营业面积近3000平米,年销售额达到1亿5000万元人民币,其中生鲜产品的加价率约为30%,损耗率在4%-5%,超市综合毛利率可达25%。


其中,加工中心的负责人介绍说,该中心负责进行的猪肉、牛肉、鸡肉的深化加工,生产生鲜商品约400个SKU,仅仅9000平方米建筑面积的建筑,一天可以加工并配送出13万件鲜食包装产品,并负责关东地区超过180家卡斯美超市的生鲜产品生配送,配送半径达150公里。


KASUMI超市门店的工作人员讲解到,门店商品本部共设立了11个子部门,设立的原则是根据其在经营额中的重要程度排序,其中0号部门为财务、1号是水产、2号是畜产、3号是和式熟食、4号是日配品、5号是甜品……从编号顺序就可以看出,日本消费者以及KASUMI超市对于生鲜产品的重视程度。




图解:超市的生鲜商品与和式食品区
除了水产、熟食、部分水果产品需要在门店加工处理外,其他商品都在产地或加工中心完成加工。KASUMI超市生鲜部门50%以上的商品都是在上游环节就完成商品处理,超市后场的生鲜操作间只进行一些特需商品的加工作业。

由于日本老龄化趋势的加剧,“用工荒”问题不断严重,很多日本超市早已开始引入自助结账系统。此次参观的KASUMI店内80%为自助结账通道,只保留了2条人工结账通道。店长在最后的问答中还讲解到,今年KASUMI为了应对便利店的竞争,已经把部分门店的营业结束时间延长至凌晨两点。
总结
作为此次CHINASHOP研修营顾问,北京时代商联商业咨询有限公司总经理李涛先生,在参观考察期间,也为成员们分享了他的观点与研究。

北京时代商联商业咨询有限公司总经理李涛先生
“通常日本的食品超市从进门开始,左手边先是果蔬类、然后肉类、水产类、熟食,生鲜优质品环绕,包装食品殿后,日用品靠近收银区域,依据客户的购物习惯进行布局。
而在中国国内,不少商超受到沃尔玛、家乐福等欧美大卖场的影响,主要布局是将电器、服装等耐销售产品放置在收银区域,生鲜食品区域则放在了相对靠内部的区域,用于顾客引流。很多的食品类超市的布局同样如此,对于商超的产品销售有一定的影响,根据现在国内的行业发展形势,食品类超市应当有意识的对卖场的布局进行调整,满足消费者的购物习惯。”
李总还提到说“日本的各大卖场起源于个体经营的菜店、鱼店、肉店、服装店等等,所以日本卖场的生鲜产业几乎以自营为主,而我们国内的卖场生鲜产业原先是以连锁为主,经过最近10年的发展,逐步转向自营。同比日本民众只通过超市就可以解决一日三餐等供应问题,国内目前还是有农贸市场这一环节服务于老百姓的菜篮子。
日本生食加工产业的转型是从肉类产品逐渐细化出不同的SKU,这种商品细分决定了日本生鲜产业链的分工和分化。屠宰场负责屠宰、分割公司将肉品分割成为各个部位,从屠宰场出厂就已经脱骨完成。零售商针对不同肉品的食用方式不同,会将产品在生鲜加工中心进行标准化加工,并配送至门店,最终进入消费者手中。各大超市之所以针对生鲜产品做到如此的细致,主要目的是精简家庭烹饪的步骤,减少家庭主妇在日常生活中的烹饪时间。家庭主妇购买这样高细分度的生鲜商品后,往往只需要20分钟就可以做完一家三口的晚餐。”
中国人对于生鲜烹饪的覆盖面更广,同时产品细分也更加粗糙。从烹饪习惯上,我们国内的菜品会涉及到排骨等带骨肉品的需求,所以对于国内生鲜加工厂的要求反而更高。本次研修营的成员也提出国内大部分超市还需要“肉品分割师”这一角色,屠宰场送出的也是相对比较完整的肉品形态。以猪肉送到门店,由分割师将送来的整猪分割成40余个SKU进行销售,因此门店分割师傅的刀工直接决定了猪肉品类的利润率。这也是制约国内生鲜加工中心发展的一环。
最后,李总总结说,“目前在深圳和北京的大部分企业开始逐步提升包装盒精分割的比例,逐步细化我们的产品。但是相比日本,还有很长的路要走,我们国内到目前还没有完善生鲜产业的标准,对于日本门店当中商品、生鲜品的便利性加工,标准化的流程还有很多地方值得我们深思。”
在下面的内容里,CHINASHOP研修营去到了日本两大物流配送中心进行实地参观考察。

日本连锁经营的大发展离不开物流配送业的发展与支持。据日本连锁经营协会调查:在日本,70%以上的连锁店、90%以上的大型杂货店都有物流配送中心。
目前,日本连锁企业物流配送中心主要有两种类型:一种是自营型物流配送中心,约占七成,只为连锁企业自己的分店服务;另一种是社会型物流配送中心,即连锁企业利用社会化的物流配送中心为自己的连锁分店服务;或自己拥有物流配送中心,但在为自己品牌门店服务的同时,也承担其它品牌连锁门店店铺的配送业务。
所沢食品物流中心
CHINASHOP参观了丸和运输机关株式会社旗下在埼玉县的所沢食品物流中心。2018年2月在日本权威物流学术期刊《Logi Biz》杂志上,丸和运输机关位在日本物流公司综合排名榜上位居第一名。

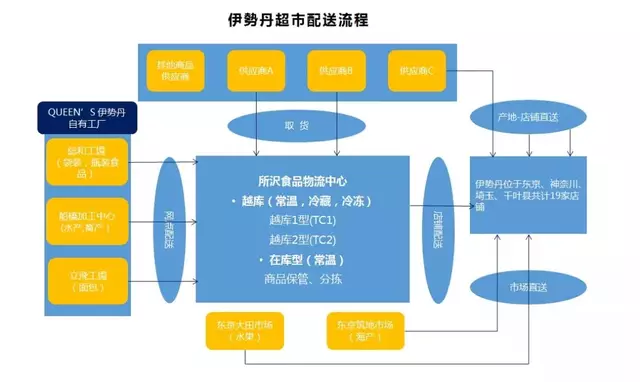
所沢食品物流中心是2层钢结构仓库,建筑面积约7000㎡。库内规划了5个温层:冷冻(-25℃)、冰鲜(0℃)、冷藏(5℃)、定温(20℃)和常温。库存商品种类有8000余种SKU。主要为伊势丹集团下的位于东京、神奈川、埼玉等县共计19家食品超市店铺提供第三方物流服务,存储配送常温(如大米)、低温(如熟食)、生鲜(如精肉)等各品类商品。业务模式根据产品特性以及温区等因素分为越库型、库存型两大类业务模式,日配送量达7-10万件商品。
关于物流中心的业务模式:
由于服务的伊势丹食品超市属于日本中高端的超市,商品种类比一般超市更多,价格也更高,但数量较少,是典型的多品种少批次的作业模式。为了提高物流中心的效率,尽量的使用越库的作业模式,而且越库作业部分也是整个物流中心最盈利的业务。越库分为俩种形式,一种TC1型:供应商已按门店分拣,配送中心仅需要验货;另一种TC2型:需物流中心分拣出门店所需商品。详细可参考下图:
物流中心部分分拣流程与区域一览



物流中心一层的越库分拣区域
图中的笼车属于物流中心所有,分拣、运输均是以笼车为载体。周转箱则属于供应商所有,随货物配送到门店后,司机当日或隔日带回周转箱,供应商下次送货时带走周转箱。

可以看到部分商品的分拣采用了电子标签,供应商到货并且商品入库后,使用电子标签对某一单品进行分拣。另外图中可以看到不同门店用不同颜色进行了标注,方便分拣人员快速且准确的识别并完成分拣任务。

来到物流中心二层常温区域,可以看到物流中心按照SKU分成了18个品类存储区域,每个品类进口独立拣货,放在独立的笼车中配送到门店。这样做的目的是最大化的减少门店上货人员的麻烦,门店上货人员可以根据品类直接推着笼车到不同的品类区域上货,缩短了门店翻找货品的时间。

由于建筑面积相对有限,但库存的SKU数量又十分庞大,对于那些数量少、品种多的品类,物流中心在货架的底层规划了纸箱流利架,在有限的位置上增加了大量的拣货位,而且流利架也可以减少拣货员的行走距离。
物流中心工作人员介绍到,物流中心共有约110余名员工,其中只有12人为本社员工,20人为卡车司机,其余均为小时工人,小时工人根据工作效率施行分级时薪,平均工资月60元人民币/小时(与上篇文章中生鲜加工中心小时工人工资基本一致)。
同时根据业务模式、商品种类的不同,物流中心向客户收费构成及比例会有所区别,例如越库类型会根据货物进价提取百分比的费用,而百分比多少与货值等因素有关,平均为4个点;库存类在库内则仅收取存储费用。目前物流中心成本70%来自于车辆,20%来自产地,人工成本占其余10%。
现在丸和运输机关拥有9398名员工,企业自1973年成立以来先以搬家服务为主营业务,90年代初,率先开展“3PL”(第三方物流)事业,1995年开始服务日本最大的药妆连锁公司松本清,2012年开始向食品超市提供低温物流服务,致力用其高适应性,灵活性,协同性的服务理念与战略合作伙伴共同构筑高度协同的供应链模式。
雅玛多羽田CHRONOGATE转运中心
雅玛多作为日本唯一一家近百年的物流企业,创立于1919年, 2018财年以18.37亿件包裹的业务规模,占据日本快递市场43.6%的市场份额,目前在全世界24个国家和地区开展业务,正在成长为世界级的综合物流服务商。


本次研修营,CHINASHOP参观了雅玛多集团的羽田CHRONOGATE物流转运中心,该中心占地10万平方米,于2013年建成。 CHRONOGATE是将希腊神话中“时间之神CHRONUS”与 “玄关gateway”相组合而成的,意为“日本与亚洲乃至全世界的时空玄关,从而开启物流的新时代”。“位置”是物流中心的最关键制胜点,与东京羽田机场毗邻,邻近东京港和横滨特色的物流设施如JR货运集装箱码头港口,还可与首都高速公路无缝对接,海上和空中连接日本和国际,羽田Chronogate转运中心海陆空物流优势非常明显。
目前雅玛多已经研发了多种个性化服务产品,包括高尔夫宅急送、行李宅急送、滑雪宅急送等等服务。高尔夫、滑雪、旅游等是日本最受欢迎的活动,但是这些通常会涉及到超规格的大件行李,雅玛多看到了其中的商机,推出了相应的服务,将相关产品准时送达,极大的便利消费者,受到了市场的欢迎。

在特别开放的参观者回廊中,可以看到物流中心内部分拣体系的运作情况,由高自动化的环式链接带纵向整合各个的楼层,而“小物品分拣机”也将自动分拣形状不规则的小物品。据介绍,整个分拣系统包含两个主干线,分别位于二楼和三楼,高峰时期将会同时运转,低峰时期将交替运作,以便保养维修。分拣系统一小时可以处理48000件包裹,由于采用的是最先进的自动化设施,货物处理能力将提高约50%,人员和工作时间将减少约44%。

同时,雅玛多物流中心将最新系统应用其中,可以看到控制室的墙上满满排列了24个监控器,对CHRONOGATE所有区域进行即时管理,可以实时监控物流中心每一个细节的变化,每隔3分钟显示最新的统计数据,一旦发现故障将会迅速排查,并启动备用设备。
本次参观,最让人意想不到的地方是该中心在原物流体系下进行创新,所提供的增值服务的商业模式:在转运中心的4-6层,包含着雅玛多的几项创新服务。

医疗器械清洗服务:由于日本很多医院的设备采用租赁制度,医疗设备常常因为医疗需要转送至不同医院使用,雅玛多羽田中心不仅提供了医疗器械转运服务,还可以完成对这些设备的医用标准清洗;
打印服务:雅玛多可在云端接受客户的打印需求,在转运中心完成打印,并物流配送至目的地;
维修服务:与佳能等品牌电器企业合作,承担电器维修的逆向物流及修理服务,需要维修的电器运送至物流中心,可以在3天内完成修理和配送。在为品牌厂商节省物流费用的同时,也为自身创造了新的盈利点。
纵观日本快递市场,由雅玛多、佐川急便、日本邮政组成的CR3的市场份额已经达到了94.4%(2018年数据),形成寡头竞争格局。雅玛多能够在日本快递市场中维持龙头企业的地位,并保持稳定的营收增长,离不开其精细化的运营理念,就是把“与客户之便”融入到企业文化中,在提供物流服务的同时,研发个性化的服务,满足不同客户的需求。
永旺梦乐城幕张新都心
在参观永旺梦乐城幕张新都心时,永旺工作人员对其自有品牌特惠优(top value)进行了详细介绍。永旺的目标是成为亚洲第一的零售业集团,“TOPVALU”正是永旺为了这一目标而开发的自有品牌。
TOPVALU将产品线区分为三种:“BEST PRICE”、“SELECT”和“GREEN EYE”。三者侧重点不同,“BEST PRICE”重在实惠的价格,“SELECT”专注高品质精选,“GREEN EYE”则侧重于保护环境、有机栽培、安心健康。

特别介绍到的是新推出的“GREEN EYE”品牌,目的是打造一个专注于“安全和保障”以及“考虑自然环境”的产品线,尽可能少地使用有机农药和化学肥料的方法饲养和种植的农产品。根据自有品牌产品类型,永旺又将“GREEN EYE”细分出了3个品类。永旺为了保证100%有机栽培,目前在北海道、冲绳、九州地区等地开设了215个有机农场和天然牧场,并计划到2020年增加到1700个有机栽培产地。自有品牌从产品策划、原材料准备到生产运输,都实现了国产。
极致的精细化管理
在此次参观考察活动中,每当团员们进行讨论时,都聚焦到了日本企业管理的精细化、标准化以及职员一丝不苟的工作态度上。正是这些元素的共同作用,造就了日本企业的高效运转。

KASUMI门店后场的道具存放箱
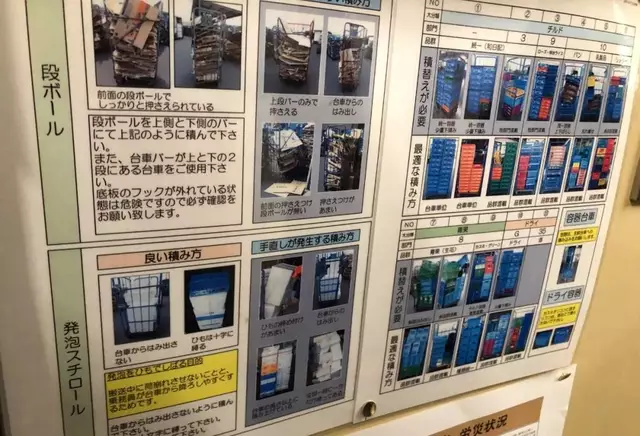
日本企业内容无处不在的看板作业
两个小细节:
在进入KASUMI生鲜加工中心时,成员们换上了日本独有的室内拖鞋。等到进入生产车间参观时,要更换成消毒鞋。进入车间前,成员们脱下来的拖鞋都是正对入口摆放的,等参观完再离开车间,准备换回拖鞋时,不知道什么时候成员们拖鞋都已经被调转了方向,整齐的码放好了。
同样是在进入KASUMI生鲜车间前,每个人都必须进行消毒作业。在洗手这一步骤中,水池上放置了一个计时30秒的小表,墙上有指示牌,提示前来参观的人员和作业的员工详细的洗手步骤。在排队进入期间,发现员工们都十分自觉,按完秒表开始计时,时间到了才洗完离去。
比较与感悟
从商品供应商、服务商的关系来看,中国零售企业与两者之间是对立的关系,更多的超市是希望从供应商处征收更多的费用来获利。而在日本,两者之间是合作互助的关系,例如Yokoo集团与零售企业合作共同进行新商品的研发,丸和运输联合商品供应商与伊势丹共同优化配送流程等等。中国的企业在供应链各项流程和操作上仍旧欠缺系统整体的思考与规划,上游的来货和服务很大程度上决定了下游门店商品的品质。
在信息系统运营这一层面,很多中国零售企业已经采用了各类信息化系统与流程操作,但在对已获数据的挖掘分析与使用方面,以及如果运用数据结果与供应商和服务商进行合作,依旧存在不少的问题。两个小例子:在智能结算时代之前,日本的7-11就依靠收银员在结账时,随手记录客人的年龄和性别等特点,积累用户画像,再根据数据,准确投放商品;伊藤洋华堂超市会为了卷心菜是整个卖,还是切开一半或者四分之一卖,不断的进行分析和验证。
此次研修营代表提到,“引入日本零售企业的管理流程,需要依据我国企业的自身特色所决定,照搬并不一定成功, 整套流程的引入,需要的是人才技能和企业相关部门的整体协作。 引入需要根据企业量身修正后引入,但修正后这往往又会变了味。技术和设备的引入基本上是资本投资的问题,中国企业基本都没有问题。关键是职员水平、作业流程等配套都需要跟上。”
以这次考察的加工中心、配送中心为例,成员们一致认为如果搬到中国达到相同作业效能,可能建筑面积和工人数量都要增加一倍。随着互联网企业和各类资本的注入,中国零售企业在设备技术等硬件上的投入,已经实现了对日本的“弯道超车”。但是在细节管理、职人精神等软件层面,中国还有很大的进步空间。
 京公网安备 11010502040590号
京公网安备 11010502040590号